
 EN
ENKaixin, przedsiębiorstwo high-tech specjalizujące się w badaniach i rozwoju, produkcji i sprzedaży polimerowych zaworów rurociągowych.
Obecnie wiele tworzyw konstrukcyjnych z powodzeniem zastosowano w częściach mechanicznych i osiągnięto dobre wyniki. Jednakże trudność formowania wtryskowego tworzyw konstrukcyjnych jest stosunkowo duża, szczególnie podatne jest na zarastanie pleśnią. Jaka jest przyczyna zarastania pleśnią po formowaniu wtryskowym tworzyw konstrukcyjnych i jak temu zaradzić?

1. Tworzenie się kamienia pleśniowego
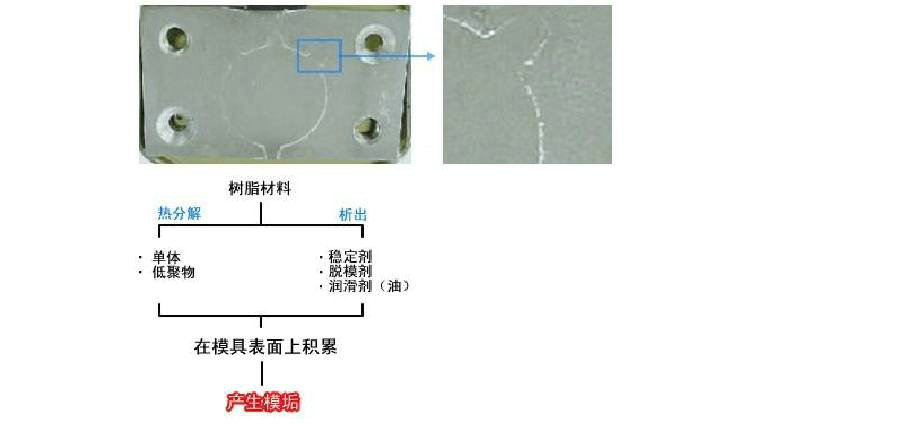
Zanieczyszczanie matrycy odnosi się do zjawiska, w którym dodatki osadzają się na powierzchni formy (patrz rysunek poniżej). Zanieczyszczanie pleśni następuje podczas formowania wtryskowego prawie wszystkich tworzyw termoplastycznych. Gdy wymagania funkcjonalne produktu końcowego muszą zostać zmieszane z odpowiednimi dodatkami (takimi jak modyfikatory, środki zmniejszające palność itp.), dodatki te prawdopodobnie pozostaną na powierzchni wnęki formy podczas procesu formowania, prowadząc do tworzenia się kamienia formy.
Istnieją inne przyczyny powstawania kamienia pleśniowego. Najczęstsze przyczyny są następujące:
▶Produkty rozkładu termicznego surowców;
▶Ekstremalna siła ścinająca płynięcia stopu podczas formowania wtryskowego;
▶Nieodpowiedni wydech;
Zanieczyszczenie pleśnią spowodowane powyższymi czynnikami jest często kombinacją różnych czynników i bardzo kłopotliwe jest ustalenie, co jest przyczyną zarastania pleśnią i jak temu zapobiec, gdyż pleśń pojawia się dopiero po kilku dniach.
2. Rodzaje zgorzeliny pleśniowej
1) Różne dodatki powodują powstawanie specyficznych rodzajów osadów pleśni. Środek zmniejszający palność będzie reagował w wysokiej temperaturze, powodując rozkład i prawdopodobnie wytwarzając produkty z kamienia pleśniowego. Pod wpływem zbyt wysokiej temperatury lub ekstremalnej siły ścinającej środek przeciwudarowy oddzieli się od polimeru i pozostanie na powierzchni wnęki formy, tworząc zgorzelinę formy.
2) Pigment w termoplastycznym tworzywie konstrukcyjnym topi się w wysokiej temperaturze, co zmniejszy stabilność termiczną materiału do formowania, co spowoduje połączenie zdegradowanego polimeru i rozłożonego pigmentu w celu utworzenia zgorzeliny formy.
3) Szczególnie gorące części formy (takie jak rdzeń formy), modyfikatory/stabilizatory i inne dodatki mogą przyklejać się do powierzchni i powodować zanieczyszczenie formy. W takim przypadku należy podjąć działania w celu uzyskania lepszej kontroli temperatury formy lub zastosować specjalne stabilizatory.
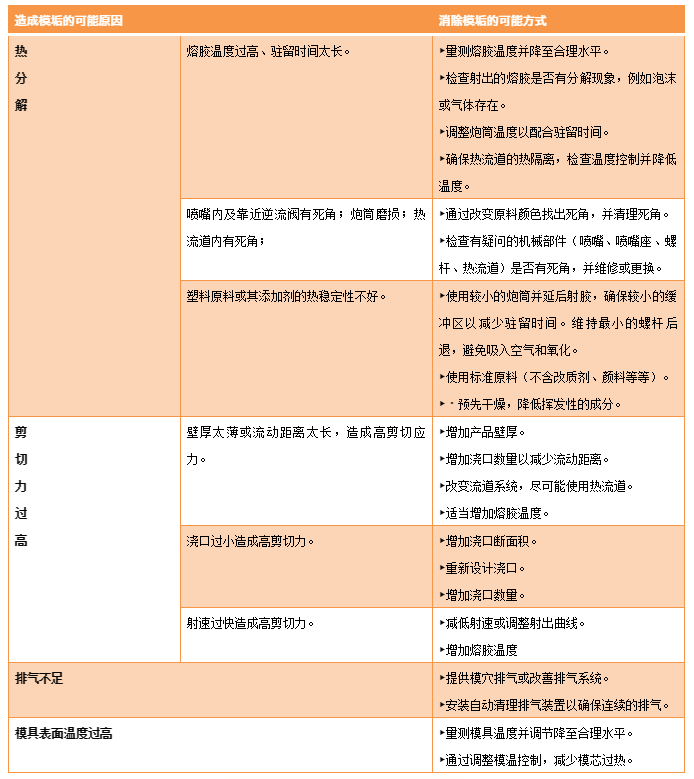
W poniższej tabeli wymieniono możliwe przyczyny zarastania pleśnią oraz środki zapobiegawcze:
Po trzecie, nagłe pojawienie się środków zaradczych na zanieczyszczenia pleśnią
Jeśli zanieczyszczenie formy nastąpi nagle, może to być spowodowane zmianami warunków formowania lub wymianą różnych partii materiałów formierskich. Poniższe sugestie mogą pomóc w ograniczeniu zarastania pleśnią.
Najpierw należy zmierzyć temperaturę stopu i wizualnie sprawdzić, czy stop nie uległ rozkładowi (np. spalonym cząstkom). Jednocześnie należy sprawdzić, czy materiały formierskie nie są zanieczyszczone substancjami obcymi i czy zastosowano te same środki czyszczące. Sprawdź stan spalin formy.
Ponownie sprawdź pracującą maszynę: użyj barwionych mas formierskich (oprócz czarnego), wyłącz wtryskarkę po około 20 minutach, wyjmij dyszę i łącznik, jeśli to możliwe, wyjmij go wraz ze śrubą, sprawdź, czy surowiec ma przypalone cząstki i przystąp do porównania koloru surowca, szybko znajdź źródło zanieczyszczenia pleśnią.
W wielu przypadkach znaleziono zaskakujące przyczyny uszkodzeń spowodowanych pleśnią. Technologia ta jest najbardziej odpowiednia dla mniejszych wtryskarek, o maksymalnej średnicy ślimaka 40mm. Eliminacja zanieczyszczania formy wyraźnie poprawia również jakość części przy formowaniu innych surowców. Powyższe środki zaradcze nadają się również do formowania za pomocą systemów gorących kanałów.
Zanieczyszczenie pleśnią powoduje wady w wyglądzie części formowanych wtryskowo, zwłaszcza części z erozją powierzchniową, które można naprawić poprzez piaskowanie za pomocą maszyn do piaskowania.

Cztery, konserwacja pleśni
Jeżeli nie można wyeliminować zanieczyszczenia pleśni za pomocą wszystkich powyższych środków, należy wzmocnić konserwację i konserwację formy.
Osady pleśni na powierzchni formy są łatwiejsze do usunięcia w początkowej fazie, dlatego wnęki formy i kanały wylotowe należy regularnie czyścić i konserwować (np. po każdej partii produkcyjnej formy). Jeżeli forma nie jest konserwowana i konserwowana przez dłuższy czas, bardzo trudne i czasochłonne jest usunięcie zgorzeliny formy po tym, jak forma utworzy grubą warstwę.
Do sprayów stosowanych do konserwacji i konserwacji form wtryskowych zaliczają się głównie: środek antyadhezyjny, środek antykorozyjny, olej do gilz, odplamiacz po kleju, środek do czyszczenia form itp.
Skład chemiczny kamienia pleśniowego jest bardzo złożony i należy zastosować nowe metody i próbować go usunąć, takie jak rozpuszczalniki ogólne i różne rozpuszczalniki specjalne, spraye do piekarników i lemoniada kofeinowa. Innym osobliwym sposobem jest użycie gumy do czyszczenia gąsienic modelowych.

5. Sugestie dotyczące zapobiegania zarastaniu pleśnią
W przypadku stosowania formowania gorącokanałowego i surowców wrażliwych na ciepło, czas przebywania stopu będzie dłuższy, zwiększając w ten sposób ryzyko rozkładu surowców i tworzenia się kamienia formy. Oczyścić śrubę wtryskarki.
Większe prowadnice i bramy są używane podczas formowania materiałów wrażliwych na ścinanie. Zasuwy wielopunktowe mogą zmniejszyć odległość przepływu, obniżyć prędkość wtrysku i zmniejszyć ryzyko zanieczyszczenia pleśnią.
Wydajne odsysanie pleśni może zmniejszyć ryzyko zarastania pleśnią. Ustaw odpowiedni wylot formy na etapie projektowania formy. Najlepszym wyborem będzie automatyczny układ odsysania lub metoda odsysania, która z łatwością usunie osady pleśni. Ulepszenie układu wydechowego często skutkuje redukcją osadów pleśni na formie.
Pokryj powierzchnię wnęki formy specjalną powłoką nieprzywierającą, aby zapobiec tworzeniu się osadów pleśni. Należy przeprowadzić badania w celu oceny działania powłoki.
Obróbka azotkiem tytanu na wewnętrznej powierzchni formy pozwala uniknąć tworzenia się kamienia na formie.
Ten artykuł pochodzi z Internetu, służy wyłącznie do nauki i komunikacji, nie ma celów komercyjnych.















 Siedziba: nr 539 Bohai Road, dystrykt Beilun, miasto Ningbo, prowincja Zhejiang, Chiny
Siedziba: nr 539 Bohai Road, dystrykt Beilun, miasto Ningbo, prowincja Zhejiang, Chiny
 +86-18067123177
+86-18067123177